Il questa pagina vediamo come impartire comandi cinematici e dinamici ai driver a basso costo facilmente reperibili su ebay a costi molto bassi, ad esempio 20€ compreso il motore.
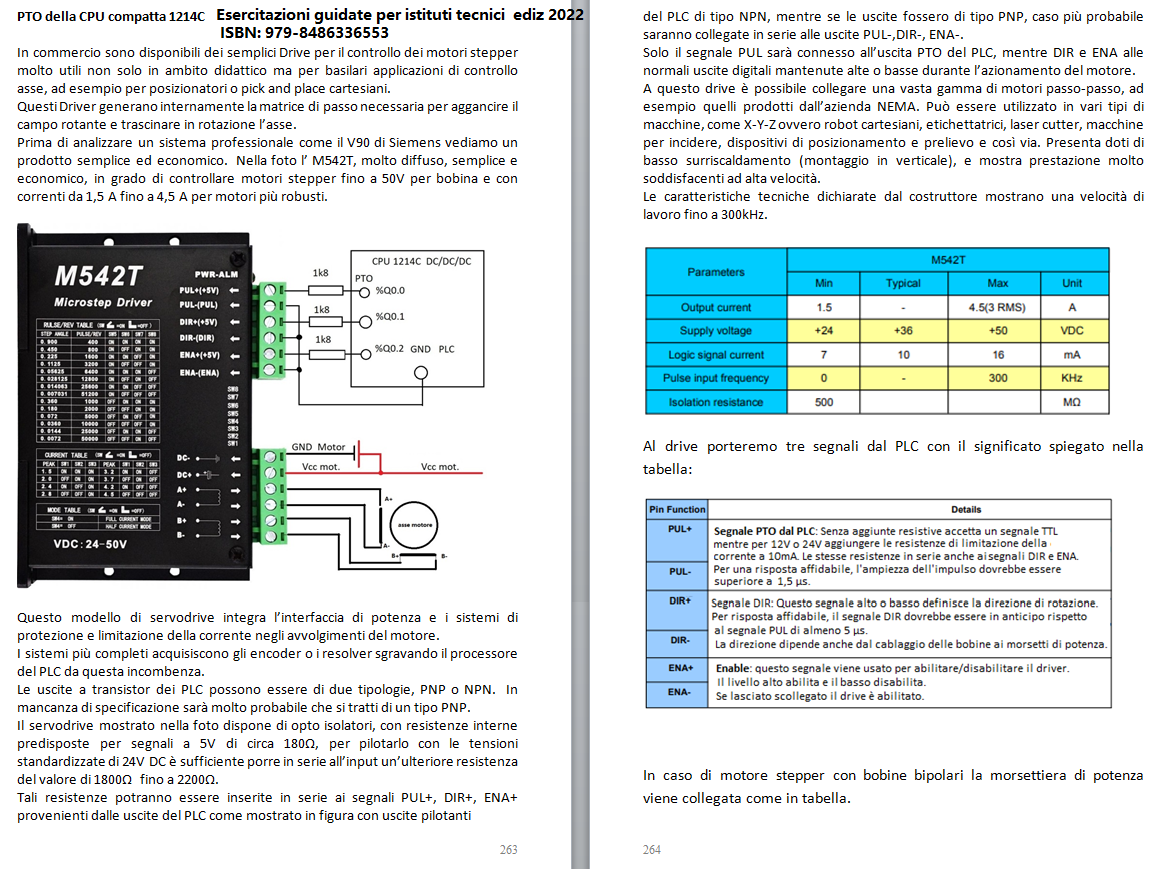
Il libro di testo di riferimento è esercitazioni guidate per gli istituti tecnici terza edizione 2022, con ISBN 979-8486336553 , di cui si riportano le pagine introduttive per l’argomento al fine di poter cablare correttamente il sistema.
Una volta cablato il drive impartiremo i comandi motion control, abbreviati MC, per il movimento automatico verso quote e velocità impostabili per ogni asse.
Scarica le immagini delle pagini del libro per una più agevole lettura ingrandita,
continua a leggere le pagine del libro, scarica per ingrandire:
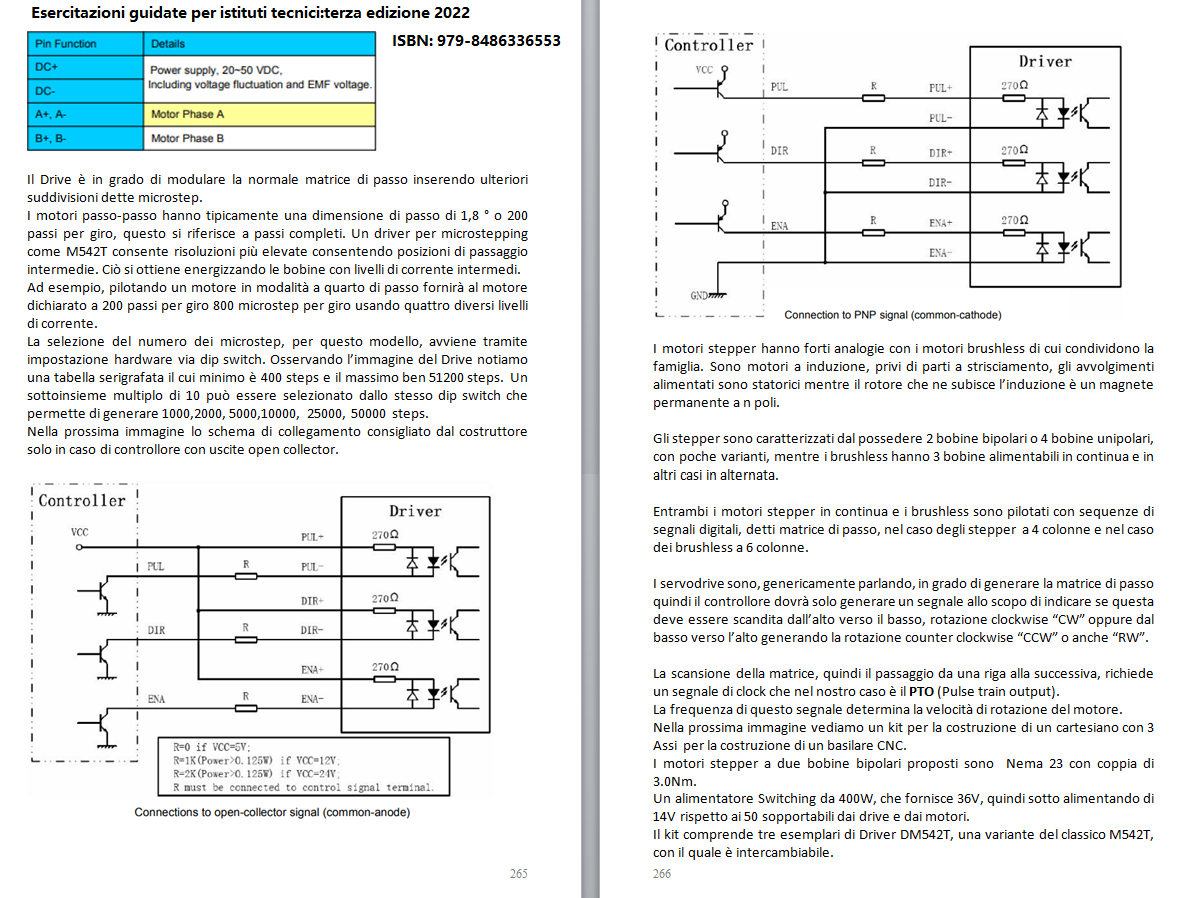
continua a leggere le pagine del libro, scarica per ingrandire:

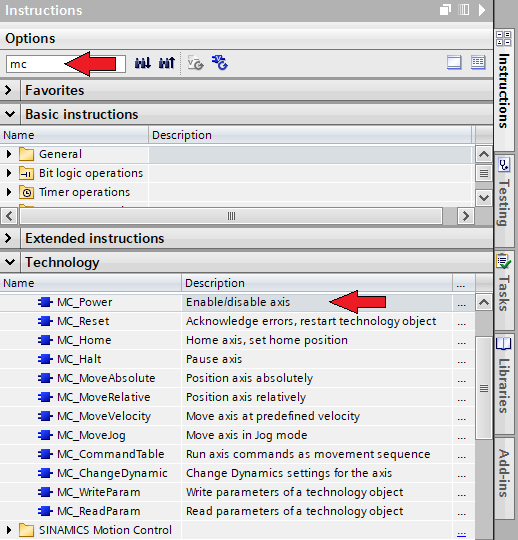
I comandi MC (Motion Control) sono disponibili in tipo e numero in funzione del modello della CPU in cui stiamo programmando, tuttavia i comandi di base sono comuni e accessibili scrivendo “MC” sulla barra di ricerca del pannello “Istruction”, come mostrato nella successiva immagine. In caso non apparisse alla prima ricerca cliccare sull’icona che rappresenta il binocolo che la freccia in basso per passare alla voce successiva.
Per una prima prova consideriamo una macchina con un solo asse X, un drive modello M547T, un motore stepper 200PR con bobine alimentabili a 24V dc o superiore
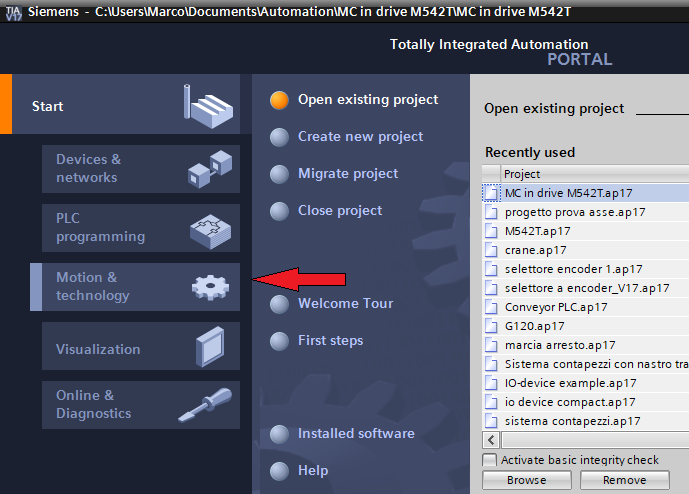
Si può iniziare la procedura sia da project tree alla voce “oggetto tecnologico” che dalla vista portale, dal tasto “Motion and Tecnology” con progetto già aperto, come da immagine sotto.
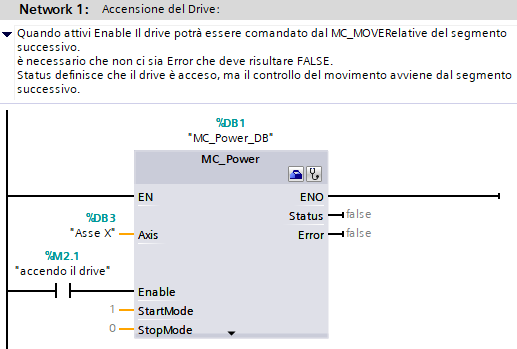
Iniziamo accendendo il drive, eseguendo il comando MC_Power
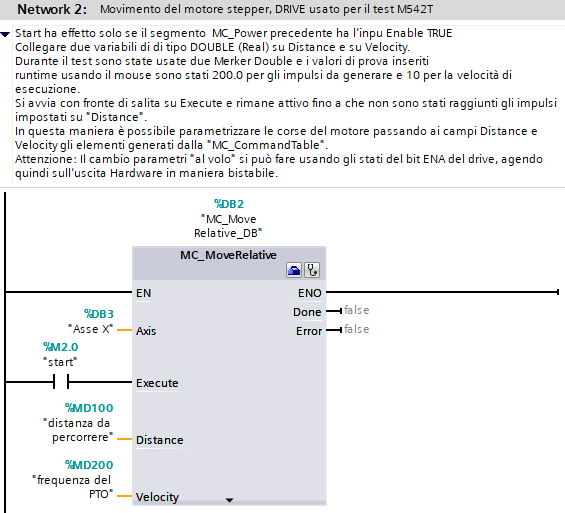
Esegue il primo movimento, a titolo di esempio, usando spostamenti di tipo relativi, ovvero il movimento successivo usa come zero la quota raggiunta dal movimento precedente.
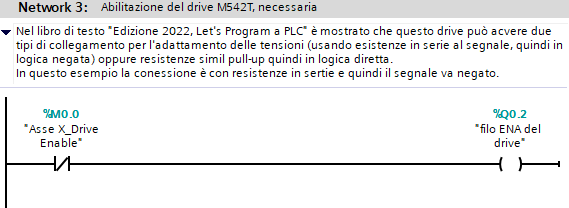
Abilitiamo tramite flag booleano i comandi standard del drive in uso.
Scarica il programma demo -> MC in drive M542T
E’ possibile fare eseguire sequenze di comando tramite l’implementazione di Command Table, che avvicinano il prodotto a un pantografo programmabile commerciale.
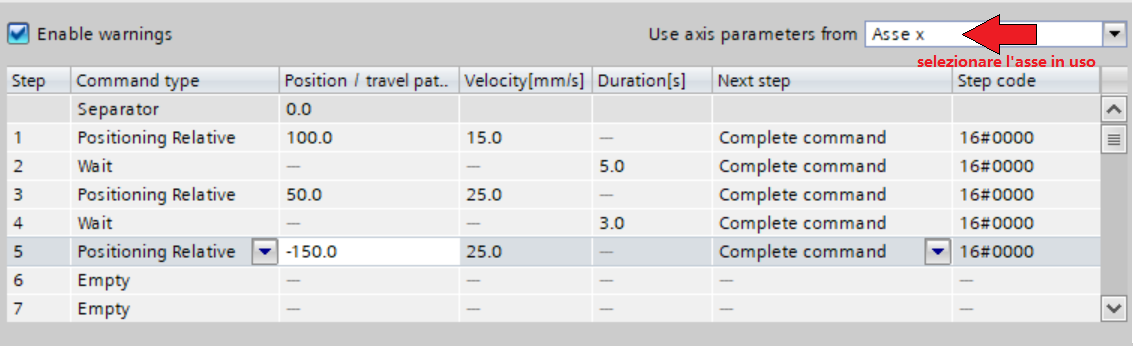
La visualizzazione della tabella è mostrata automaticamente e avrà l’aspetto simile al sottostante.
Le quote come i tempi di attesa sono memorizzati nel DB di istanza dell’oggetto tecnologico, e qui possono essere modificati runtime, ad esempio tramite il pannello operatore o un sistema di post processor per il cambio dinamico del ciclo di lavoro.
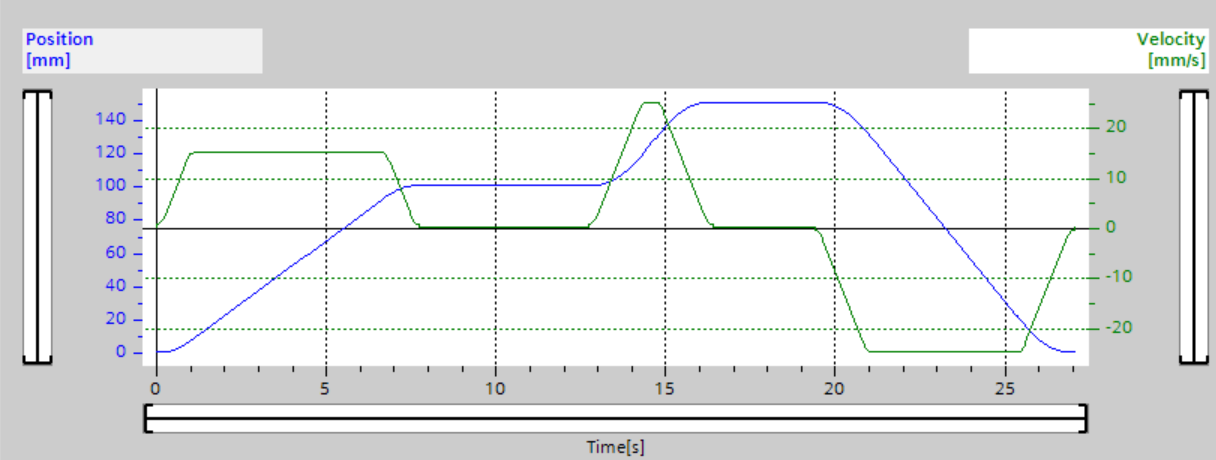
Ponendoci online, e agendo sui campi dell’array, se posti online, vedremo cambiare la morfologia della curva mostrata nell’immagine precedente e di conseguenza cambieranno i tempi, le velocità e le posizioni delle corse del motore.
Scarica il programma completo con command table -> Motion Control Command Table
bibliografia: Ecco il libro di testo, aggiornato e completo, da cui attingere queste nozioni e formarsi in materia di programmazione dei PLC. Vai al libro su Amazon